
数控钢筋笼滚焊机更新换代广东鹤山 数控钢筋笼滚焊机更新换代广东鹤山广东鹤山数控钢筋笼滚焊机技术参数 1、型号; GJL3000型 (按基本型配置) 2、加工范围;钢筋笼直径φ600---φ2000mm 长度12m 3、绕筋线速;0---15.4m/min ( i=59*1.25=73.75 ) 4、小车速度;0---1.38m/min ( i=593 ) 6、小车电机;Y90L-4 功率4kw 7、整机质量;4500kg 8、外形尺寸;主机 13m*1.8m*0.8m 小车 15m*1.3m*1.5m 9、安装尺寸;16M*4 告期前历史数据、报告期数据与可比挂牌公司、上市公司财务数据,说明核查程序及判断依据(1)尽调过程和事实依据序号尽调过程事实依据1对公司报告期内主要财务指标重新计算主要财务指标计算表核查公司实际生产经营情况,对报告期内财2财务数据、财务指标务数据、财务指标进行横向、纵向比较(2)过程报告期内,公司与同行业可比公司在经营范围、营运模式、支付结算方式等方面有所差异,但公司财务基本面波动情况与
钢筋笼绕筋机生产厂家采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架)
5,铁辊电机;Y90L-7.5 功率4kw

四 功能应用
主机;含机架、底座、胶辊、传动系统等。
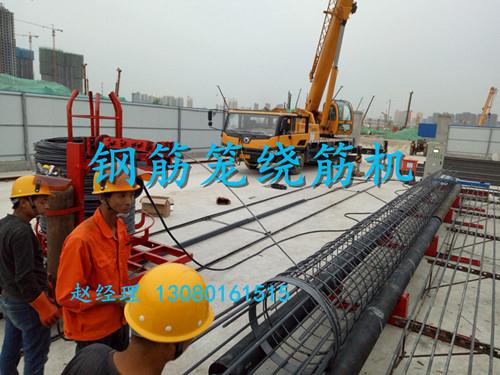
胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接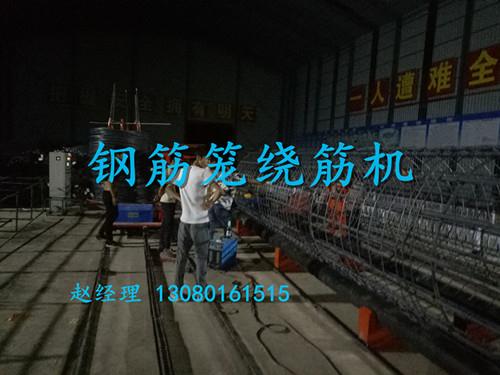
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,最后补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。
人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至最接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以最快时间调到所需数值。确认的一个或几个数值记录备用。
场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。联系人:赵经理13080161515
数控钢筋笼滚焊机更新换代广东鹤山广东鹤山数控钢筋笼滚焊机钢筋笼滚焊机 性能描述:
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。 高|xv00|1c22bba3b844c21c943b60243891.一周行情概览。本周机械设备指数下跌2.55%,沪深300指数上涨0.15%,创业。板指下跌2.38%。机械设备在全部28个行业中涨幅排名第22位。在全部机械股中,涨幅前三位分别是维宏股份、新坐标、应流股份,一周涨幅分别为11.31%、10.34%、10.15%。2.主要行业动态。(一)油气板块:下发通知应对天
许工钢筋笼设备引进最新欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理免检。
 真切的祝福你,我的兄弟姐妹,生活虽然天天平淡,但却天天开心:早上醒来笑一笑,中午睡个美容觉,晚上烦恼都跑掉,明天生活会更好,愉悦永远将你绕! 二、“让清晨的旭日带给你幸运,让飞扬的柳枝带给你激情,让蔚蓝的天空带给你梦想,让午夜的星辰带给你甜蜜,让我的祝福带给你一份愉悦的情绪,祝福平安!” 三、早安,太阳,早安,地球,早安,中国,早安,亲爱的猪猪,快起来了,太阳公公要非礼你屁屁了。
真切的祝福你,我的兄弟姐妹,生活虽然天天平淡,但却天天开心:早上醒来笑一笑,中午睡个美容觉,晚上烦恼都跑掉,明天生活会更好,愉悦永远将你绕! 二、“让清晨的旭日带给你幸运,让飞扬的柳枝带给你激情,让蔚蓝的天空带给你梦想,让午夜的星辰带给你甜蜜,让我的祝福带给你一份愉悦的情绪,祝福平安!” 三、早安,太阳,早安,地球,早安,中国,早安,亲爱的猪猪,快起来了,太阳公公要非礼你屁屁了。
 数控钢筋笼滚焊机更新换代广东鹤山广东鹤山数控钢筋笼滚焊机
数控钢筋笼滚焊机更新换代广东鹤山广东鹤山数控钢筋笼滚焊机
*您的姓名:
*联系手机:
固话电话:
E-mail:
所在单位:
需求数量:
*咨询内容:
 898995850
898995850





